Introduction
A shale shaker is the primary and most critical solid control equipment on a drilling rig. Its function is to remove large drilled cuttings from the drilling fluid (mud) using high-frequency vibration, ensuring the mud's properties are maintained for efficient drilling and wellbore stability. Effective shale shaker operation is fundamental to overall solids control efficiency, directly impacting drilling performance and cost.
Technical Working Principle
The shale shaker operates on a simple yet effective principle: mechanical sieving enhanced by vibration. Contaminated drilling fluid is fed onto a sloped, vibrating screen mesh. The high-frequency, linear or elliptical motion imparted by vibrating motors (often unbalanced motors) fluidizes the mud, forcing liquid and fine particles (under the screen mesh size) through the screen. Larger drilled solids are conveyed up the sloped deck and discharged off the end into a collection pit. The G-force, screen angle, and vibration pattern are precisely controlled for optimal separation.
Key Components and Specifications
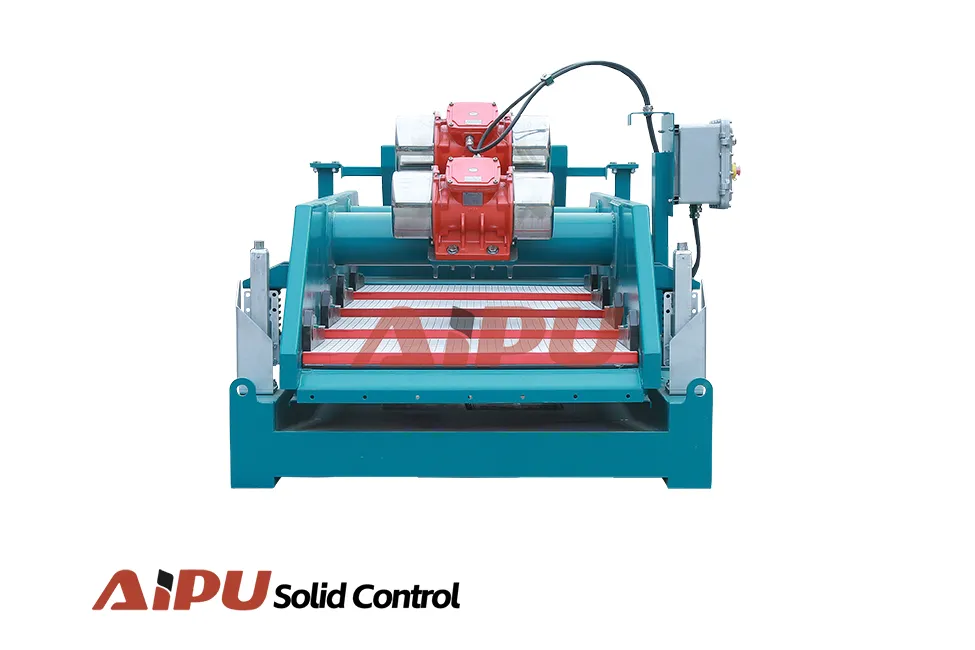
Modern shale shakers are engineered systems with several critical components:
- Vibrating Basket: Holds the screen panels; driven by dual, synchronized vibratory motors.
- Screen Panels: Layered mesh with precise API-rated micron ratings (e.g., API 200 to API 20).
- Vibratory Motors: Provide adjustable G-force, typically ranging from 4.5G to 7.5G for fine screening.
- Feed Box & Flow Diverters: Evenly distribute incoming fluid across the screen width to prevent flooding.
- Skid Base & Mud Collection Pans: Provide structural integrity and route clean mud to the next tank.
Operational Benefits
Efficient shale shaker operation delivers substantial drilling performance and economic advantages.
- Mud Conservation: Maximizes recovery of valuable liquid phase and weighting material.
- Reduced Downstream Wear: Protects centrifuges, pumps, and drill string from abrasive solids.
- Improved Drilling Rates: Cleaner mud enhances rate of penetration (ROP).
- Lower Disposal Costs: Efficient solids removal minimizes waste volumes for haul-off.
Industry Applications
Shale shaker technology is applied across all drilling environments but is particularly crucial in:
- High-Pressure, High-Temperature (HPHT) Wells: Where precise mud weight and rheology are critical.
- Directional & Horizontal Drilling: Managing high solids loading from extended reach sections.
- Environmental-Sensitive Areas: Minimizing total waste footprint through efficient solids control.
- Unconventional Shale Plays: Handling high ROP and large volumes of fine, reactive cuttings.
Maintenance Considerations
Proactive maintenance is key to sustained performance and screen life.
- Regularly inspect screen panels for tears or blinding and replace as needed.
- Check vibratory motor mounts, bolts, and electrical connections for tightness.
- Ensure feed distribution is even to avoid localized screen wear.
- Monitor vibration pattern and G-force to detect mechanical issues early.
Conclusion
The shale shaker remains the indispensable first line of defense in drilling fluid processing. Its efficient operation, governed by precise mechanical vibration and screen technology, directly dictates the economic and technical success of the drilling process. Continued innovations in screen technology, motion dynamics, and automation ensure shale shakers will continue to evolve, meeting the challenges of modern, complex drilling operations while delivering significant cost savings and operational reliability.