Introduction
The shale shaker is the primary and most critical solid control equipment in a drilling fluid system. As the first line of defense, its primary function is to remove large drilled cuttings from the drilling mud (or "mud") returning from the wellbore. Efficient shale shaker operation is paramount for maintaining mud properties, protecting downstream equipment, and ensuring overall drilling efficiency and cost control.
Technical Working Principle
Shale shakers utilize high-frequency, linear or elliptical motion to convey and separate solids across a vibrating screen surface. As the fluid-solid mixture flows onto the screen deck, the vibrating action forces the liquid and fine particles (below the screen mesh size) through the screen, while larger cuttings are conveyed off the discharge end. Modern shakers employ balanced elliptical or linear motion to maximize fluid throughput and solids conveyance without sacrificing separation efficiency.
Key Components and Specifications
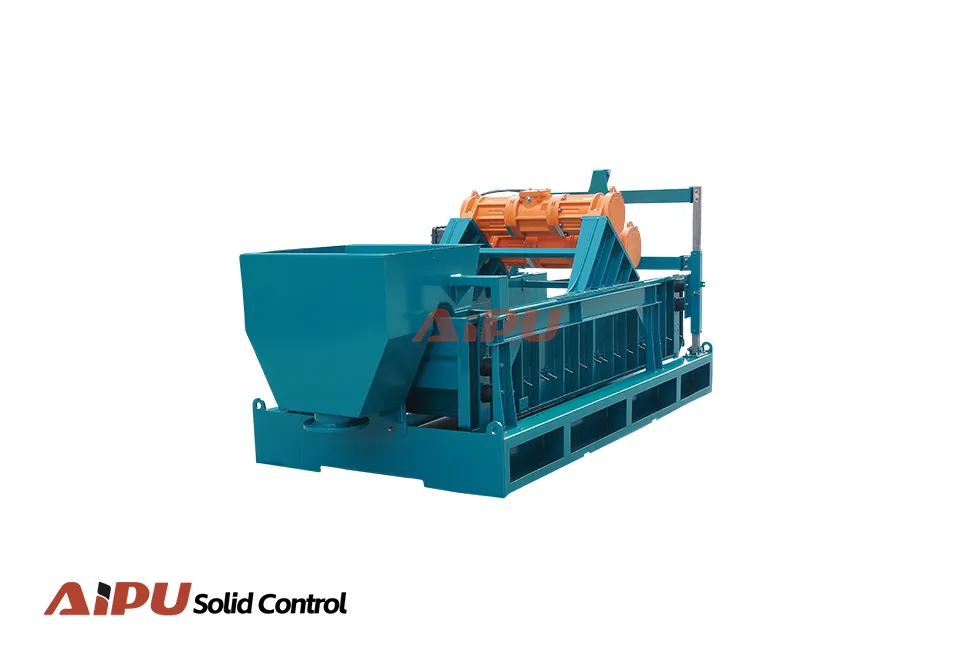
A shale shaker's performance is defined by its core components and their specifications. Key elements include:
- Vibrator Motors: Provide the driving force, typically ranging from 2.0 to 3.5 HP each, with adjustable speed (often 0-3600 RPM) for motion control.
- Screen Deck & Mesh: Single or multi-deck configurations using layered screens (e.g., API 200 mesh) for graded separation. Screen tensioning is critical for longevity and performance.
- Motion Type: Linear motion for high-speed conveyance; balanced elliptical for sticky solids and high fluid rates.
- Flow Capacity: Rated for specific gallons per minute (GPM) based on shaker design, screen mesh, and mud properties.
Operational Benefits
Properly functioning shale shaker technology delivers substantial operational and economic advantages:
- Mud Conservation: Efficiently returns valuable liquid phase and weighting material to the active system, reducing dilution and chemical costs.
- Downstream Protection: Removes large solids that could damage desanders, desilters, and centrifuges, lowering maintenance costs.
- Improved Drilling Efficiency: Cleaner mud enhances rate of penetration (ROP), reduces pump wear, and minimizes wellbore problems.
- Environmental Compliance: Effective solids removal reduces total waste volume for disposal, lowering environmental footprint and associated costs.
Industry Applications
Shale shakers are deployed across all drilling operations but are particularly crucial in:
- High-Pressure, High-Temperature (HPHT) Wells: Where precise mud weight and rheology are non-negotiable.
- Directional and Horizontal Drilling: Managing high solids loading from extended reach sections.
- Unconventional Shale Plays: Handling high flow rates and varied cuttings from rapid drilling.
- Offshore Operations: Where space and weight constraints demand high-capacity, reliable units.
Maintenance Considerations
Proactive maintenance is essential for sustained shale shaker performance and uptime. Key practices include:
- Daily inspection of screen integrity and tension, replacing torn or blinded panels immediately.
- Regular lubrication of vibrator motor bearings per manufacturer specifications.
- Checking motor mounts, deck seals, and electrical connections for wear or damage.
- Ensuring feed and discharge areas are clear to prevent overflow and improper solids handling.
Conclusion
As the cornerstone of solids control, advanced shale shaker technology directly contributes to safer, faster, and more economical drilling operations. Continuous innovation in screen technology, motion dynamics, and automation is enhancing separation efficiency and reliability. For drilling engineers, selecting the appropriate shaker configuration and maintaining optimal operation remains a critical factor in achieving well objectives and controlling total well costs.